Ни одна сфера жизни не обходится без систем навигации, определения координат, скоростей. И если в мобильных телефонах пользователь, обнаружив ошибку в своём местоположении или скорости, улыбнётся и спишет это на размеры устройства или его стоимость, то для изделий ответственного применения такая ошибка может закончиться аварией или даже катастрофой.

Что же именно во всех устройствах — от телефона, наземного транспорта, различных летательных объектов до специальных изделий, улетающих в заоблачные дали — отвечает за определение собственного положения в пространстве? Это — инерциальные системы отсчёта. Инерциальная навигация — определение координат и параметров движения различных объектов: судов, самолетов, ракет и управления их движением, которое основано на свойствах инерции тел, являющихся автономными, т. е. не требующими внешних ориентиров или поступающих извне сигналов. Неавтономные методы решения задач навигации основаны на использовании внешних ориентиров или сигналов, например, звезд, маяков, радиосигналов. Эти методы, в принципе, просты, но в ряде случаев не могут применяться из-за отсутствия видимости или наличия помех для радиосигналов.
Необходимость создания автономных навигационных систем и стала причиной возникновения инерциальной навигации. И не важно, каков принцип их действия, имеют ли они гиростабилизированную платформу (ПИНС) или являются бесплатформенными (БИНС) — все они требуют настройки и проверки при выпуске. От их точности зависит точность определения собственных координат, что позволяет самолёту выполнить посадку в автоматическом режиме, беспилотному летательному аппарату облететь назначенный район, а боевой части поразить цель.
Так как же в современной промышленности решается задача обеспечения точности таких систем?
С точки зрения теории и разработки подобных систем всё уже придумано более 100 лет назад, например, применяются волоконно-оптические гироскопы при построении БИНС, принцип действия которых основан на эффекте Саньяка, описанном в 1913 году, и останется лишь воплотить в жизнь алгоритмы и наработки, используя современную элементную базу и технологии.
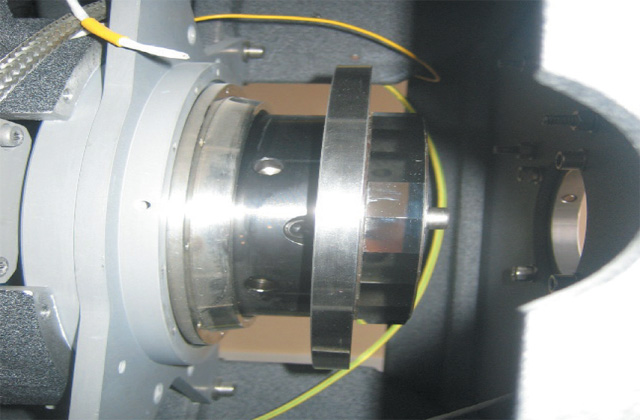
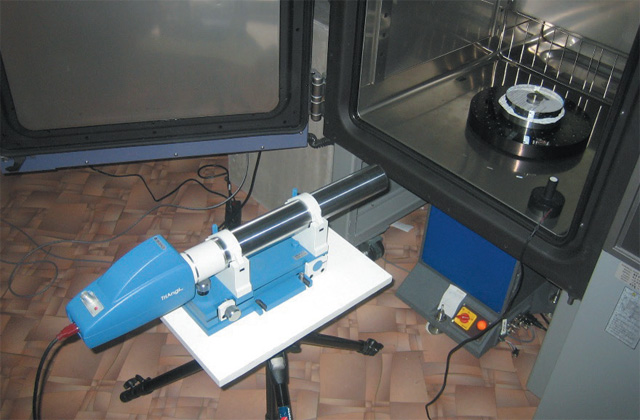
Вопросы производства и технологии стоят на первом месте. При производстве высокоточной механики применяются компьютеризированные обрабатывающие центры, электронные части проходят многоступенчатую проверку, начиная от электротермотренировки некорпусированных кристаллов и заканчивая термоциклированием готовых блоков. Технология позволяет осуществить сборку и настройку готовых систем на соответствующем оборудовании. И наконец, после настройки провести приемо-сдаточные испытания (ПСИ). На этом последнем этапе используется специальное оборудование — системы пространственного позиционирования (моделирования движения): одноосные, двухосные, трехосные РИС 1. От их качества и точности зависит итоговый результат испытаний.
Для современных БИНС и датчиков точность вчерашнего дня в одну-две угловых минуты считается приговором — такие приборы не найдут покупателя на рынке. Требуемая точность готовых изделий не должна превышать 10 угловых секунд. Здесь нужно вспомнить о такой науке как метрология, которая говорит, что для получения 10 угловых секунд точности для готового изделия необходимо проводить его настройку и ПСИ на оборудовании, точность которого не менее трех угловых секунд или в три раза точнее.
Где их взять? Как проверить? Давайте разберемся.
Производителей систем пространственного позиционирования по всему миру менее 10. Но ведь система системе рознь. Все производители, и это относится к любой технике, преувеличивают достоинства и молчат о недостатках, готовы заявить то, что нельзя проверить. Основными характеристиками систем пространственного позиционирования являются точность позиционирования (точность угла поворота), повторяемость, стабильность, точность угловой скорости, для многоосных систем еще и ортогональность осей и, конечно, плоскостность рабочего стола.
Проверка характеристик оборудования, применяемого для технологических операций, должна быть проведена в соответствии с ГОСТ РВ
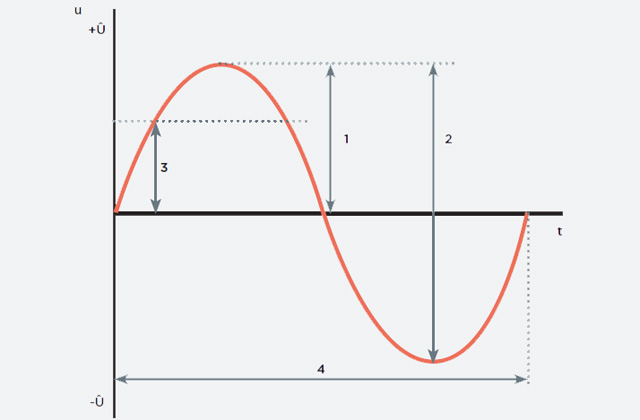
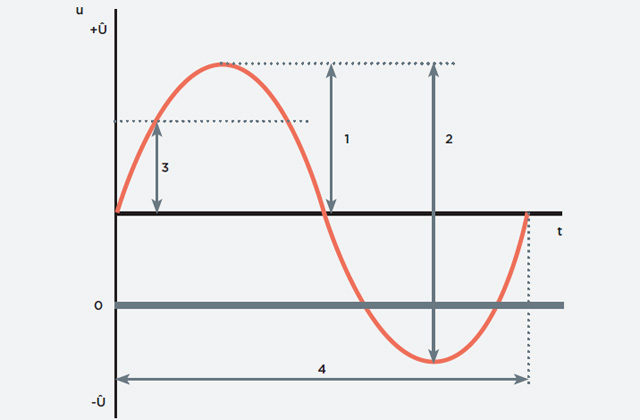
Выход есть. В нашей стране имеются не только поставщики, но и экспертные организации, которые могут проверить любой стенд на соответствие заявленным параметрам. К сожалению, значительная часть предприятий, занимающихся выпуском инерциальных систем, использует европейские системы пространственного позиционирования, не убедившись в их точности. Настройку и сдачу продукции проводят, ориентируясь на точности, указанные производителем в паспорте. Причина этого в отсутствии необходимых средств измерений и желания провести всестороннюю проверку. На практике ни один стенд пространственного позиционирования не выдает заявленных точностей без соответствующей настройки на месте эксплуатации и проверки. Дело здесь в разнице подходов. Простой пример: в документации указана точность позиционирования ±1 угловая секунда, мы сразу же представляем себе идеальную картину РИС 2, что это амплитудное значение отклонения угла от заданного «нулевого отклонения». Но это не так: у европейских производителей этот параметр показывает относительное смещение угла. Важно лишь, что отклонение от среднего не превысит одной угловой секунды РИС 3.
Есть ещё более популярный способ ввести потребителя в заблуждение — указать специфические параметры точности позиционирования в виде RSS (root of sum of square, корень квадратный из суммы квадратов СКЗ двух измерений), что по сути в несколько раз отличается от амплитудного значения отклонения. Это очень «удобный» для производителя показатель, за которым может скрываться большая величина реального отклонения, показанная на РИС 1 как амплитудное (или размах), что является важным при настройке БИНСов. Это всего лишь пример того, как разница в подходах указания параметров стендов имитации движения (систем пространственного позиционирования) без проверки и подтверждения на месте установки может повлиять на результат.
Конечно, никому не нужно объяснять, к чему приведет слепое доверие этим цифрам при настройке и сдаче реальных БИНС. Точность окажется не нашим преимуществом, и её недостаток нельзя компенсировать ни одним другим техническим способом, что обернётся невозможностью выполнить поставленную задачу в автоматическом режиме. Выход один — никогда не верить на слово и всегда подтверждать заявленные точности при аттестации или проверке на технологическую точность аттестованными методами и с применением внесенных в единый информационный фонд средств измерений (СИ): многогранной призмы, автоколлиматора, уровней и других вспомогательных СИ. Но и здесь нас ожидают открытия, например, настройки всех иностранных систем пространственного позиционирования (стендов имитации движения) производятся с применением 8- и
Применение современных технологий наряду с использованием современного высокоточного аттестованного оборудования является неотъемлемым условием создания образцов передовой техники.
Проблема обеспечения точности решается двумя путями. Первый — подтверждение точности уже находящихся в эксплуатации систем пространственного позиционирования путем их аттестации с наличием аттестованной методики, прошедшей метрологическую экспертизу программой и методикой аттестации и, самое главное, применением поверенных средств измерения специалистами с необходимой квалификацией. Второй — приобретая новое оборудование, обращать внимание на возможность проверки заявленных параметров оборудования на месте, обращаться в организации, имеющие положительное экспертное заключение по ГОСТ РВ